
 ≤ζΤΖ:39
≤ζΤΖ:39
 ΝΣœΒΈ“Ο«
ΝΣœΒΈ“Ο«

OTCΜζΤς»ΥFD-B6Θ§OTCΜζΤς»ΥFD-B6LΘ§OTCΜζΤς»ΥFD-V8Θ§OTCΜζΤς»ΥFD-V8LΘ§OTCΜζΤς»ΥFD-NG3Θ§OTCΜζΤς»ΥFD-V6SΘ§OTCΜζΤς»ΥFD-B4SΘ§OTCΜζΤς»ΥFD-B4LSΘ§OTCΜζΤς»ΥFD-V100Θ§OTCΜζΤς»ΥFD-V130Θ§OTCΜζΤς»ΥFD-V25Θ§OTCΜζΤς»ΥFD-V166Θ§OTCΜζΤς»ΥFD210Θ§OTCΜζΤς»ΥFD-A20Θ§OTCΜζΤς»ΥFD-V80Θ§OTCΜζΤς»ΥFD-V50Θ§OTCΜζΤς»ΥFD-V280Θ§OTCΜζΤς»ΥFD-V350Θ§OTCΜζΤς»ΥFD-400LΒ»ΓΘ
±ΨΙΪΥΨΜΙOTC≈ΖΒΊœΘΜζΤς»Υ¥ζάμΘ§ΨΏΧεΙ©”ΠΒΡΖΰΈώΖΕΈß”–ΘΚ
OTCΜζΤς»Υ|≈ΖΒΊœΘΜζΤς»Υ|OTC≈ΖΒΊœΘΚΗΫ”ΜζΤς»Υ|OTC≈ΖΒΊœΘΜζ–Β±έ|OTC≈ΖΒΊœΘΜζΤς»ΥœνΡΩ|OTC≈ΖΒΊœΘΜζΤς»Υ≈δΦΰ|OTC≈ΖΒΊœΘΚΗΜζ|OTCκ≤ΜΓΚΗΜζ|OTCΤχ±ΘΚΗΜζ|Εΰ±ΘΚΗ|OTC≈ΖΒΊœΘΜζΤς»ΥΈ§–ό±Θ―χ|OTC≈ΖΒΊœΘΜζΤς»Υ έΚσΖΰΈώ|OTC≈ΖΒΊœΘΜζΤς»ΥΦΦ θ÷ß≥÷|ΙήœΏΑϋΒ»ΓΘ‘ΎΆχ…œΓΔ≈σ”―»ΠΩ… «Ω¥ΒΫΝΥΚΟΕύΙΊ”Ύ”ψΝέΈΤΚΗΫ”ΒΡΫΧ―ßΫΧ≥Χ“‘ΦΑ ”ΤΒ,¥σΦ“ΕΦ”–Ή‘ΦΚ“ΜΧΉ≤ΌΉςάμ¬έΚΆΖΫΖ®ΓΘœ÷‘Ύ–Γ±ύ“≤ΫΪΉ‘ΦΚΒΡΖΫΖ®ΉήΫα≥ωά¥Ι©¥σΦ“―ßœΑΫΜΝς,≤ΜΒΫ÷°¥Π¥σΦ“ΕύΕύ÷Η’ΐΓΘ
ΉήΫαœ¬ά¥ΨΆ3ΗωΉ÷“Έ»ΓΔΉΦΓΔΚί”ΓΘ
“Έ»”,ΉωΒΫ“»ΐΈ»”
1.÷Ί–ΡΈ»
ΚΗΫ”ΨΆœώΝΖΈδ, Ήœ»“Σ“ΣΉωΒΡΨΆ «ΒΉ≈Χ“ΣΈ»“≤ΨΆ «“¬μ≤Ϋ”“ΣΈ»,≤ΜΡή÷Ί–Ρ≤ΜΈ»ΚΗΫ”ΒΡ ±ΚρΜΈΕ·ΚήΡ―ΡήΚΗ≥ωΚΟΒΡΚΗΖλΒΡΓΘ
2.ΚΗΈ»
÷ΕΕΜΑΜα‘λ≥…ΈΌΦΪ…’Υπ–Έ≥…»έ≥ΊΦ–ΈΌΒΡœ÷œσ,ΚΗΖλ±Ώ≤Ω≤Μ’ϊΤκ,”ψΝέ¥σ–Γ≤Μ’ϊΤκ,Έ“Ο«Ω…“‘Ά®Ιΐ≥÷ ÷ΒΡ–ΓΡ¥÷ΗΓΔΈόΟϊ÷Η”κΚΗΫ”ΦΰΫ”¥ΞΫχ––Έ»ΩΊ÷Τ,ΈΔ–≈ΙΪ÷ΎΚ≈:ΚΗΆθ,“≤Ω…“‘Ά®Ιΐκ≤ΜΓΚΗΒΡΧ’¥…≈γΉλΧυΩΩ‘ΎΙΛΦΰ…œ,»ΜΚσΗυΨίΚΗΩΎ…νΕ»Βς’ϊΈΌΦΪΒΡ≥ΛΕ»¥σΗ≈‘Ύ3-5mm÷°ΦδΓΘ
3.ΥΆΥΩΈ»
ΥΆΥΩΒΡ ÷Ζ®ΗυΨίΚΗΖλΤ¬ΩΎΒΡ¥σ–ΓΫχ––Βς’ϊ,–ΓΤ¬ΩΎΒΡΜΑΩ…“‘ΚΗΥΩ‘Ύ»έ≥Ί÷––Ρ,Ν§–χΥΆΥΩ,ΚΗΖλΩμΕ»¥σΒΡ ±Κρ‘ρ≤…”ΟΝΫ≤ύΒψΥΆΒΡΖΫ ΫΫχ––ΥΆΥΩΓΘ
“ΉΦ”,ΉωΒΫ“»ΐΉΦ”
1.≤Έ ΐΉΦ
ΚΗΫ”≤Έ ΐ «ΚΗΫ”ΚΟΜΒΒΡΙΊΦϋ,―Γ‘ώΉΦ»ΖΒΡΚΗΫ”≤Έ ΐ «Ζ«≥Θ±Ί“ΣΒΡΓΘΤΫΚΗΓΔΝΔΚΗΒ»ΗυΨί ΒΦ ΙΛΈΜΓΔ ΒΦ ΑεΚώ―Γ‘ώΚœ ΒΡ≤Έ ΐ“‘ΦΑΚΗΫ”≤ΡΝœΒΡΙφΗώΒ»,ΚΗΫ”ΒγΝς–ΓΝΥ≤Μ»ί“Ή“ΐΜΓ,ΚΗΫ”ΒγΝς¥σΝΥ»ί“ΉΚΗ¥©,ΧζΥ°œ¬ΧΥΓΘ
2.Ϋ«Ε»ΓΔΈΜ÷ΟΉΦ
ΚΗΫ«Ε»ΓΔΚΗΫ”ΈΜ÷ΟΕΦΜα”ΑœλΚσΒΡΚΗΫ”≥…–ΆΒΡ,Ά§ ±ΡήΙΜ±ήΟβΚΗΫ”»±œί(Φ–ΈΌΓΔΈ¥»έΚœΓΔΦ–‘ϋ)ΒΡ≥ωœ÷ΓΘ“ΜΑψΤΫΕ‘Ϋ”ΚΗΒΡΚΗΧθΑΎΕ·ΖΫΖ®”–Ψβ≥ί–Έ,‘¬―ά–Έ,»ΐΫ«–Έ,ΜΖ–Έ,ΚΆΑΥΉ÷–Έ!ΝΔΫ«ΚΗΒΡΙΊΦϋ «»γΚΈΩΊ÷Τ»έ≥ΊΫπ τ,ΚΗΧθ“ΣΑ¥»έ≥ΊΫπ τΒΡά以Ψ≥Ωω”–ΫΎΉύΒΡ…œœ¬ΑΎΕ·ΓΘ
3. ±ΜζΉΦ
‘Ύ ©ΚΗΙΐ≥Χ÷–,Β±“ΐΜΓΚσ≥ωœ÷Ηω»έ≥Ί ±,ΒγΜΓ”ΠΫœΩλΒΊΧßΗΏΓΘΒ±Ω¥ΒΫ»έ≥ΊΥ≤Φδά以≥…“ΜΗωΑΒΚλΒψ ±,ΫΪΒγΜΓœ¬ΫΒΒΫΜΓΩ”¥Π,≤Δ Ι»ήΒΈœ¬¬δ ±”κ«ΑΟφ»έ≥Ί÷ΊΒΰ2/3,»ΜΚσΒγΜΓ‘ΎΧßΗΏΓΘ’β―υ”–ΫΎΉύΒΡ–Έ≥…ΝΔΫ«ΚΗΖλΓΘ

“Κί”Θ§Ε‘Ή‘ΦΚΚί
ΥΉΜΑΥΒ±υΕ≥ΒΡ»ΐ≥ΏΖ«“Μ»’÷°Κ°,ΚΟΒΡΦΦ θ «Ά®Ιΐ≤ΜΕœΝΖœΑΒΡΙΐ≥Χ÷–Μΐάέœ¬ά¥ΒΡ,Υυ“‘“ΣΝΖΨΆ≤ΜΥΉΒΡΦΦ“’–η“ΣΈ“Ο«Ε‘Ή‘ΦΚΚί,ΡήΙΜ≥‘ΒτΝΥΩύ,ΡΆΒΟΉΓΦ≈Ρ·,œ¬ΚίΙΠΖρΓΘ
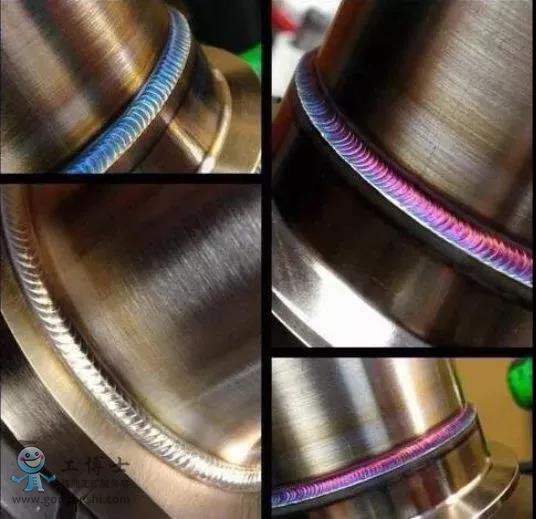
”ψΝέΚΗ
≈°Κλ¥σΦ“ΕΦ÷ΣΒάΨΆ «‘Ύ’κ÷·ΤΖ…œΟφ–ε÷ΤΗς÷÷ΆΦΑΗ÷Τ≥…“’ θΤΖΒΡ ÷“’»Υ,ΚΗΫ”±Μ”ΰΈΣΗ÷ΧζΒΡΖλ»“ΦΦ θ,ΚΗΫ”ΦΦ θΖΫΖ® «“’κ”,ΚΗΫ”≤ΡΝœ «“œΏ”,ΕχΈ“Ο«ΚΗΫ”»ΥΨΆ «“≈°Κλ”----‘ΎΗ÷Χζ…œ“–εΜ®”ΒΡ»ΥΓΘΚΟά≤!œ–ΜΑ…ΌΥΒ,Έ“Ο«œ»ά¥“Μ≤®Η÷Χζ“≈°Κλ”Ο«ΒΡΉςΤΖ,±Μ≥ΤΈΣΚΗΙΛΫγΒΡ“’ θΤΖ---“”ψΝέΚΗ”ΓΘ
